您好,歡迎來(lái)泊頭市科佑機(jī)械制造有限公司官方網(wǎng)站!

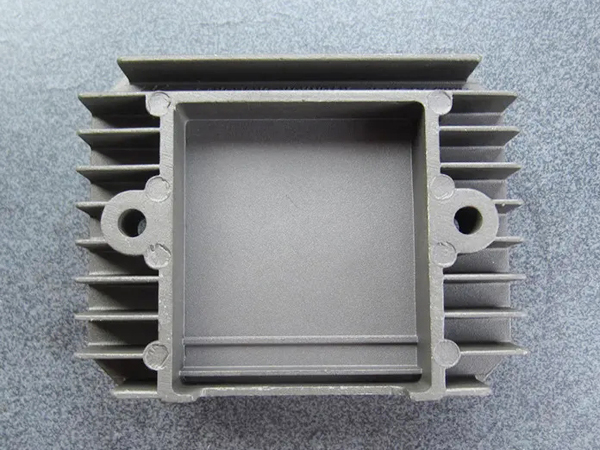
鋁件加工的實(shí)體結(jié)構(gòu),齒數(shù)為20齒,由于大端面為分型面,小齒輪加工件多個(gè)輪齒間存在鴨蹼狀的碎片,輪齒的邊緣存在飛邊毛刺,齒輪端面的四個(gè)增加筋上存在四處澆注口毛刺。加工初期,采用人工去毛刺,去毛刺的順序?yàn)椋合扔谬X間銼刀去掉各齒間鴨蹼狀的毛刺及輪齒邊緣飛邊毛刺,再用端面銼刀去掉端面澆注口毛刺,較后用砂紙拋光,毛刷清理碎屑。但是,在實(shí)際去毛刺過(guò)程中,由于輪齒間鴨蹼狀碎片具有好的韌性,導(dǎo)致齒間挫后碎片毛刺翻轉(zhuǎn)粘連在輪齒外邊緣,進(jìn)行端面挫時(shí),碎片毛刺又翻轉(zhuǎn)回輪齒間,不易去掉,費(fèi)時(shí)費(fèi)力,返修率較不錯(cuò),增加小齒輪的生產(chǎn)成本。
鋁件加工加工數(shù)日后發(fā)霉發(fā)黃是什么原因?
一、鋁合金在加工數(shù)日后,應(yīng)清洗工序,發(fā)霉(發(fā)黑)發(fā)黃應(yīng)是切屑液氧化后的結(jié)果。問(wèn)題不大。
二、如出現(xiàn)了類似現(xiàn)象,可能有二個(gè)原因:一、切屑液氧化后的結(jié)果二、制品在取出后進(jìn)行冷卻時(shí)所殘留的水造成。
三、發(fā)霉現(xiàn)象:主要是沒(méi)做好處理,發(fā)黃現(xiàn)象:切削液氧化和加工時(shí)的脫模劑濃度。
四、是鋁合金溶液處理時(shí)的除渣劑的問(wèn)題,除渣劑缺少氟鹽的含量,查一查除渣劑的配方。再常見(jiàn)的處理放法,在鋁合金溶液除渣過(guò)程中加入0.2---0.5的氟鋁酸鈉,就可以防止加工件加工后變色發(fā)霉現(xiàn)象。
五、受潮是主要原因!
六、噴涂涂料有問(wèn)題!時(shí)間過(guò)久,產(chǎn)品表面氧化后導(dǎo)致發(fā)霉。
七、鋁合金是兩性金屬,遇到酸性或堿性的物質(zhì)會(huì)變成不同的顏色,如果機(jī)械加工過(guò)程中切削液選擇不正確的話,一段時(shí)間后,加工鋁會(huì)產(chǎn)黃、發(fā)霉、甚至長(zhǎng)毛的現(xiàn)象,實(shí)際上就是產(chǎn)生基體腐蝕。解決的方法之一是選擇中性的切削液,根本的方法是在表面形成一層膜,阻止腐蝕的產(chǎn)生。
鋁是活潑金屬,在的溫度和濕度下易氧化變黑,因此在鋁合金加工時(shí),如后工序處理不當(dāng),易導(dǎo)致鋁件變黑。針對(duì)鋁件發(fā)黑的多種原因采取措施加以防范:
一、工藝控制:如果加工時(shí)壓力不夠,工件致密度就會(huì)降低并形成毛細(xì)孔,毛細(xì)孔吸水被氧化后易出現(xiàn)發(fā)黑現(xiàn)象,因此威鋁會(huì)控制加工的速度和力度加以防預(yù)。
二、表面清潔:鋁件在加工、機(jī)加之后,其表面會(huì)殘留脫模劑、切削液等腐蝕性物質(zhì),如清洗不將加速鋁件加工變黑。威鋁采用鈍化處理,包括預(yù)脫脂-脫脂-水洗-酸洗-水洗-水洗等6道清潔工序,通過(guò)清潔降低加工件氧化發(fā)黑的風(fēng)險(xiǎn)。
三、過(guò)程控制:模型要求工人配戴手套作業(yè),避免皮膚直接與鋁件加工接觸。同時(shí)注意產(chǎn)品烘干,防止水跡殘留在物件表面。
四、存放與包裝:置于通風(fēng)干燥的環(huán)境,避免陽(yáng)光直射。選用開(kāi)孔包裝,易于水珠揮發(fā),并在包裝箱內(nèi)加劑。
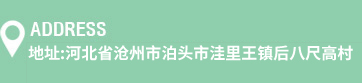
鋁件加工的重量和尺寸范圍都很寬,重量較輕的只有幾克,較重的可達(dá)到400噸,壁厚較薄的只有0.5毫米,較厚可超過(guò)1米,長(zhǎng)度可由幾毫米到十幾米,可達(dá)到不同工業(yè)部門(mén)的使用要求。一般對(duì)鋁件加工的外觀質(zhì)量,可用比較樣塊來(lái)判斷鋁件加工表面粗糙度,表面的細(xì)微裂紋可用著色法,磁粉法檢查。對(duì)鋁件加工的內(nèi)部質(zhì)量,可用音頻,特別,渦流,X射線和γ射線等方法來(lái)檢查和判斷。鋁件加工質(zhì)量對(duì)機(jī)械產(chǎn)品的性能有很大影響。例如,各類泵的葉輪,殼體以及液壓件內(nèi)腔的尺寸,型線的準(zhǔn)確性和表面粗糙度,直接影響泵和液壓系統(tǒng)的工作速率,能量消耗和氣蝕的發(fā)展等,內(nèi)燃機(jī)缸體,缸蓋,缸套,活塞環(huán),排氣管等鋁件加工的強(qiáng)度和不怕激冷激熱性,直接影響發(fā)動(dòng)機(jī)的工作壽命。